无论是制造、安装还是维修,这所有的过程当中管道的焊接是至关重要的一环。他直接影响着空调系统能否正常工作或者工作性能好坏等问题。而且如果焊接的不好,也会影响美观。制冷空调大部分是用的铜管件,焊料有铜银焊接、铜锌焊接等。下面我们来谈一谈铜管焊接与不同焊料焊接的技术的相关知识。希望能够帮助到有这方面需求的朋友们!
铜管焊接工具应该是非常多的。铜管焊接工具是实现铜管焊接的必要用具。没有铜管焊接工具,就不能进行铜管焊接的操作。由此可见铜管焊接工具的重要性。铜管焊接是一个局部的迅速加热和冷却过程。铜管焊接是一种维修。大家都知道,铜管焊接方法有很多,包括了气焊、焊条电弧焊和钨极氩弧焊这三种方法。而不同的铜管焊接方法有着不同的焊接工具。那么这些铜管焊接工具及特点有哪些呢?它们的结构呢?下面就随我一起来了解下铜管焊接的相关知识。

铜管焊接方法
1、铜管气焊焊接方法:铜管气焊是指利用可燃性气体在氧气中燃烧时所产生的热量,将母材加热并使用焊料而达到连接的熔焊方法。
2、铜管焊条电弧焊焊接方法:是指用手工操作焊条进行焊接的电弧焊方法。电弧焊是指利用电弧作为热源的熔焊方法。
3、铜管钨极氩弧焊焊接方法:钨极氩弧焊就是以氩气作为保护气体,钨极作为不熔化极,借助钨电极与焊件之间产生的电弧,加热熔化母材(同时添加焊丝也被熔化)实现焊接的方法。
铜管焊接方法特点
1、铜管气焊焊接方法特点:
(1)铜管气焊焊接方法优点:
对铸铁及某些有色金属的焊接有较好的适应性;
在电力供应不足的地方需要焊接时,气焊可以发挥更大的作用。
(2)铜管气焊焊接方法缺点:
生产效率较低;
焊接后工件变形和热影响区较大。
较难实现自动化。
2、铜管焊条电弧焊焊接方法特点:
(1)铜管焊条电弧焊焊接方法优点:灵活性好、操作方便,对焊前装配要求求低,可焊材料广;
(2)铜管焊条电弧焊焊接方法缺点:生产率低;人为影响因素强。
3、铜管钨极氩弧焊焊接方法特点:
(1)氩气具有极好的保护作用,能有效的隔绝周围空气;它本身既不与金属起化学反应,也不溶于金属,使得焊接过程中的冶金反应简单易控制,因此获得较高质量的焊缝提供良好条件。
(2)钨极电弧非常稳定,即使在很小电流情况下(<10a)仍可稳定燃烧,特别适用于薄板材料焊接。
(3)热源和填充焊丝可分别控制,因而热输入容易调整所以这种焊接方法可进行全方位焊接,也是实现单面焊双面成型的理想方法。
(4)由于填充焊丝不通过电流,故不产生飞溅,焊缝成型美观。
(5)交流氩弧焊在焊接过程中能够自动清除焊件表面的氧化膜作用,因此,可成功地焊接一些化学活泼性强的有色金属,如铝、镁及合金。
(6)钨极承载电流能力较差,过大的电流会引起钨极的熔化和蒸发,其微粒有可能进入熔池而引起夹钨。因此,熔敷速度小、熔深浅、生产率低。
(7)采用氩气较贵,熔敷率低,且氩弧焊机有较复杂,和其他焊接方法(如焊条电弧焊、埋弧焊、气体保护焊)比较,生产成本较高。
(8)氩弧周围受气流影响较大,不易室外工作。

铜管焊接工具的要求
(1)氧气瓶容积40L,工作压力15MPa,外表天蓝色,黑漆“氧气”。保管和使用时应防止沾染油污;放置时必须平稳可靠,不应与其他气瓶混在一起;不许曝晒、火烤及敲打,以防爆炸。使用氧气时,不得将瓶内氧气全部用完,最少应留100~200kPa,以便在再装氧气时吹除灰尘和避免混进其他气体。
(2)乙炔瓶容积40L,工作压力1.5MPa.外表白色,红漆“乙炔”、“不可近火”。在瓶体内装有浸满丙酮的多孔性填料,可使乙炔稳定而又安全地贮存在瓶内。使用乙炔瓶时,除应遵守氧气瓶使用要求外,还应该注意:瓶体的温度不能超过30~40℃;搬运、装卸、存放和使用时都应竖立放稳,严禁在地面上卧放并直接使用,一旦要使用已卧放的乙炔瓶,必须先直立后静止20min,再连接乙炔减压器后使用;不能遭受剧烈的震动等。
(3)减压器将高压气体降为低压气体的调节装置。对不同性质的气体,必须选用符合各自要求的专用减压器.通常,气焊时所需的工作压力一般都比较低,如氧气压力一般为0.2~0.4MPa,乙炔压力最高不超过0.15MPa.因此,必须将气瓶内输出的气体压力降压后才能使用。减压器的作用是降低气体压力,并使输送给焊炬的气体压力稳定不变,以保证火焰能够稳定燃烧。减压器在专用气瓶上应安装牢固。各种气体专用的减压器,禁止换用或替用。
(4)回火保险器正常气焊时,火焰在焊炬的焊嘴外面燃烧,但当气体供应不足、焊嘴阻塞、焊嘴太热或焊嘴离焊件太近时,火焰会沿乙炔管路往回燃烧。这种火焰进入喷嘴内逆向燃烧的现象称为回火。如果回火蔓延到乙炔瓶,就可能引起爆炸事故。回火保险器的作用就是截留回火气体,保证乙炔瓶的安全。
(5)焊炬焊炬的作用是将乙炔和氧气按一定比例均匀混合,由焊嘴喷出,点火燃烧,产生气体火焰。各种型号的焊炬均配备3~5个大小不同的焊嘴,以便焊接不同厚度的焊件时使用。
铜管焊接技术
1、对同类材料的焊接
1.1铜与铜的钎焊可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为便宜,且有良好的熔液,采用填缝和润湿工艺,不需要焊剂。
1.2钢与钢的焊接可选用黄铜条焊料加适当的焊剂,焊接时,将焊料加热到一定温度后插放在焊剂中,使焊剂熔化后附着在焊料上,但焊后必须将焊口附近的残留焊剂刷洗干净,以防产生腐蚀。
2、对不同材料的焊接
2.1铜与钢或铜与铝的焊接可选用银铜焊料和适当的焊剂,焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。在使用焊剂时最好用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水份浸入制冷系统的危险。
2.2铜与铁的焊接可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。3焊接操作对焊接不同的材料,不同的管径时所需的焊枪大小和火焰温度的高低有所不同,焊接时火焰的大小可通过两个针形阀进行控制调整,火焰的调整是根据氧、乙炔气体体积比例不同可分为炭化焰、中性焰和氧化焰三种。
3、注意事项
焊接焊接时应严格按步骤进行操作,否则,将会影响焊的质量。
将要焊接管件表面清洁或扩口,扩完的喇叭口应光滑、圆正、无毛刺和裂纹,厚度均匀,用砂纸将要焊接的铜管接头部分打磨干净,最后用干布擦干净。否则,将影响焊料流动及焊接质量。
对将要焊接的铜管互相重叠插入(注意尺寸)并圆心对准。
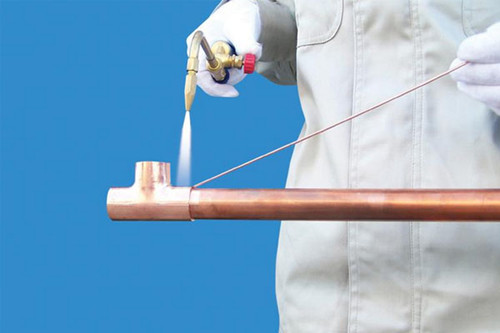
焊接时,必须对被焊件进行预热。将火焰烤热铜管焊接处,当铜管受热至紫红色时,移开火焰后将焊料靠在焊口处,使焊料熔化后流入焊接的铜件中,受热后的温度可通过颜色来反映温度的高低。
编辑总结:在进行铜管件焊接的时候要注意火焰。焊接火焰有炭化焰、中性焰、氧化焰。火焰的性质是根据被焊金属的种类及其性质来决定的,我们应该注意科学合理的选择使用。制冷空调的管件焊接一般使用的是中性焰。
什么,装修还用自己的钱?!齐家装修分期,超低年利率3.55%起,最高可贷100万。立即申请享受优惠




2015年11月14日 星期六 十月 初三
【乙未年 丁亥月 甲午日 】
结果已同步发送到您手机,齐家网,帮助用户轻松实现装修,感谢您的使用。
白羊座 更适合于“现代简约” 装修风格
可参考如下更多“现代简约”风格装修案例图 更多
沪ICP备13002314号-1 沪B2-20170342 组织机构代码证:66439109—1
中国互联网协会信用评价中心网信认证 网信编码:1664391091 举报电话:400-660-7700
齐家网 版权所有Copyright © 2005- www.jia.com All rights reserved
 上一篇
上一篇
 下一篇
下一篇











