氩弧焊、埋弧焊以及真空电子束焊等等。低于3毫米厚用TIG焊,超过3毫米用MIG焊。氩气纯度不小于百分之九十九点九九,严格控制氩气里空气以及水蒸气的含量。焊前需要除油污、除氧化皮以及除氧化膜等表层处理。因为钛和钛合金的化学活性大,容易被氧、氮以及氢气污染,因此无法选择焊条电弧焊、氧乙炔气焊、二氧化碳焊以及原子氢焊等焊接方法。
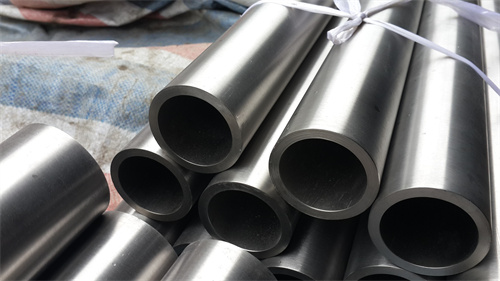
众所周知,在管道敷设过程中,必须通过一定的连接方式才能把管道固定住。就拿钛管来说。那么钛管怎么焊接呢?下面就一起来了解下吧!
钛管怎么焊接
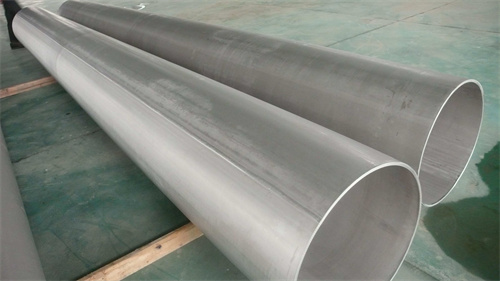
氩弧焊、埋弧焊以及真空电子束焊等等。低于3毫米厚用TIG焊,超过3毫米用MIG焊。氩气纯度不小于百分之九十九点九九,严格控制氩气里空气以及水蒸气的含量。焊前需要除油污、除氧化皮以及除氧化膜等表层处理。
因为钛和钛合金的化学活性大,容易被氧、氮以及氢气污染,因此无法选择焊条电弧焊、氧乙炔气焊、二氧化碳焊以及原子氢焊等焊接方法。
钛管焊接需要注意什么
1. 气孔问题
焊钛及其合金情况下,通过焊缝RT后一般会察觉在熔合线周围出现聚集型气孔。气孔重点是氢气孔,因为氢在钛里的溶解度应温度的上升而下降,焊接时熔合线周围的温度高,会造成氢脱溶而出。若是焊接区附近气氛里的氢分压高,那么熔融金属里的氢不易析出,为此就聚积成氢气孔。

2. 裂纹问题
焊接钛基料时因为材质的硫、磷杂物含量较少,因此较少会发生热裂纹。不过焊接钛材时,极有可能产生冷裂纹并且具备延迟情况。关键是因为钛的导热性很差,热量散失慢,极易造成焊缝晶粒粗大。在气体杂物含量很高时,焊接接头的塑性下降,在焊缝里溶解很多的氢时会产生氢脆。
3. 气体保护
钛材焊接过程中因为对气体的纯度要求很高,因此我们采用高纯度氩气,氩气所需保护的范畴是熔池、热影响区和两边熔合线之外各10毫米区的母材。为此应该制定气体保护设备,管道里面利用氩气室设备来保护。
编辑总结:看完以上介绍,相信大家对钛管怎么焊接也有了进一步的了解。如需了解更多相关资讯,请继续关注我们网站,后续将为大家呈现更多的精彩内容。
什么,装修还用自己的钱?!齐家装修分期,超低年利率3.55%起,最高可贷100万。立即申请享受优惠




2015年11月14日 星期六 十月 初三
【乙未年 丁亥月 甲午日 】
结果已同步发送到您手机,齐家网,帮助用户轻松实现装修,感谢您的使用。
白羊座 更适合于“现代简约” 装修风格
可参考如下更多“现代简约”风格装修案例图 更多
沪ICP备13002314号-1 沪B2-20170342 组织机构代码证:66439109—1
中国互联网协会信用评价中心网信认证 网信编码:1664391091 举报电话:400-660-7700
齐家网 版权所有Copyright © 2005- www.jia.com All rights reserved
 上一篇
上一篇
 下一篇
下一篇











